The life cycle assessment (LCA) method was introduced and applied to automotive painting process, SimaPro 9.5 software with the Swiss Ecoinvent 3 Database and the United States Life Cycle Inventory Database (USLCI), as well as ReCiPe 2016 Midpoint (H) model were used to quantitatively evaluate the impact on ecological environment of the use of materials, resources and energy as well as generated emissions and wastes through four important midpoint impact categories: climate change, ecotoxicity, human toxicity, and fossil resource scarcity, to track important environmental footprints including carbon footprint during the whole production activities of automotive painting process. In the end, the results and sensitivity analysis of the LCA research were conducted, conclusions and recommendations were given, which provided a practical industrial case for eco-friendly automobile production. Results of this study show that within the automotive painting production process, energy consumption and its resulting emissions have more significant impacts on climate change, fossil resource scarcity and human toxicity; Material consumption and its resultant emissions and wastes have a notable impact on ecotoxicity. Among the main processes and units of automotive painting production, the topcoat process has the most significant impact on all four impact categories, utility power as well as pre-treatment and electrophoresis processes follow closely. Additionally, the sealant application process exhibits a relatively significant impact on ecotoxicity. Furthermore, if the electricity used in the automotive painting production process is entirely sourced from photovoltaic power generation, compared with traditional grid power supply, the impacts on climate change, fossil resource scarcity and human toxicity would be lower, whereas the impact on ecotoxicity would be more significant.
| Published in | International Journal of Materials Science and Applications (Volume 14, Issue 2) |
| DOI | 10.11648/j.ijmsa.20251402.11 |
| Page(s) | 42-52 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Life Cycle Assessment, Automotive Painting Process, Environmental Footprint, Carbon Footprint, Midpoint Impact Category
Process | Material/Energy Flow | Amount | Unit | Provider |
|---|---|---|---|---|
PT/ED | Accelerator | 0.15 | kg | Dummy_Accelerator, at plant/US |
Phosphating agent | 0.97 | kg | Dummy_Phosphate pre-treat/kg/RNA | |
Cationic resin | 6.21 | kg | Cationic resin {RoW}| market for cationic resin | Cut-off, S | |
Pigment | 1.08 | kg | Dummy_Pigment, at plant/kg/RNA | |
ED solvent | 0.11 | kg | Solvent for paint {GLO}| market for solvent for paint | Cut-off, S | |
Water | 1.46 | t | Tap water {RoW}| market for tap water | Cut-off, S | |
Electricity | 88.22 | kWh | Electricity, medium voltage {CN}| market group for electricity, medium voltage | Cut-off, S | |
Natural gas | 10.86 | m3 | Natural gas, high pressure {CN}| market for natural gas, high pressure | Cut-off, S | |
PVC | Sealant | 12.24 | kg | Polysulfide, sealing compound {GLO}| market for polysulfide, sealing compound | Cut-off, S |
Electricity | 36.18 | kWh | Electricity, medium voltage {CN}| market group for electricity, medium voltage | Cut-off, S | |
Natural gas | 10.02 | m3 | Natural gas, high pressure {CN}| market for natural gas, high pressure | Cut-off, S | |
TC | Base coat | 4.91 | kg | Alkyd paint, white, without solvent, in 60% solution state {RoW}| market for alkyd paint, white, without solvent, in 60% solution state | Cut-off, S |
Clear coat | 1.20 | kg | Acrylic varnish, with water, in 53% solution state {RoW}| market for acrylic varnish, with water, in 53% solution state | Cut-off, S | |
Wash solvent | 2.07 | kg | Solvent, organic {GLO}| market for solvent, organic | Cut-off, S | |
Lime powder | 9.52 | kg | Quicklime, milled, loose {RoW}| market for quicklime, milled, loose | Cut-off, S | |
Electricity | 199.17 | kWh | Electricity, medium voltage {CN}| market group for electricity, medium voltage | Cut-off, S | |
Natural gas | 31.84 | m3 | Natural gas, high pressure {CN}| market for natural gas, high pressure | Cut-off, S | |
Delivery | Cavity wax | 1.79 | kg | Wax, lost-wax casting {GLO}| market for wax, lost-wax casting | Cut-off, S |
Wash solvent | 0.13 | kg | Solvent, organic {GLO}| market for solvent, organic | Cut-off, S | |
Isocyanates | 0.80 | kg | Methylene diphenyl diisocyanate {RoW}| market for methylene diphenyl diisocyanate | Cut-off, S | |
Polyols | 1.00 | kg | Polyol {RoW}| market for polyol | Cut-off, S | |
Electricity | 27.51 | kWh | Electricity, medium voltage {CN}| market group for electricity, medium voltage | Cut-off, S | |
Natural gas | 1.47 | m3 | Natural gas, high pressure {CN}| market for natural gas, high pressure | Cut-off, S | |
Utility Power | Water | 0.49 | t | Tap water {RoW}| market for tap water | Cut-off, S |
Electricity | 224.64 | kWh | Electricity, medium voltage {CN}| market group for electricity, medium voltage | Cut-off, S | |
Natural gas | 11.87 | m3 | Natural gas, high pressure {CN}| market for natural gas, high pressure | Cut-off, S |
Process | Emission/Waste Flow | Amount | Unit | Provider |
|---|---|---|---|---|
PT/ED | Carbon dioxide | 21.33 | kg | Carbon dioxide/low. pop. |
Non-methane volatile organic compound | 0.08 | kg | NMVOC, non-methane volatile organic compounds, CN/ low. pop. | |
Wastewater | 0.25 | m3 | Waste water | |
Treated wastewater | 0.25 | m3 | Wastewater, average {RoW}| treatment of wastewater, average, wastewater treatment | Cut-off, S | |
PVC | Carbon dioxide | 19.68 | kg | Carbon dioxide/low. pop. |
Non-methane volatile organic compound | 0.07 | kg | NMVOC, non-methane volatile organic compounds, CN/ low. pop. | |
TC | Carbon dioxide | 62.54 | kg | Carbon dioxide/low. pop. |
Non-methane volatile organic compound | 0.23 | kg | NMVOC, non-methane volatile organic compounds, CN/ low. pop. | |
Delivery | Carbon dioxide | 2.89 | kg | Carbon dioxide/low. pop. |
Non-methane volatile organic compound | 0.01 | kg | NMVOC, non-methane volatile organic compounds, CN/ low. pop. | |
Utility Power | Carbon dioxide | 23.32 | kg | Carbon dioxide/low. pop. |
Non-methane volatile organic compound | 0.09 | kg | NMVOC, non-methane volatile organic compounds, CN/ low. pop. | |
Wastewater | 0.07 | m3 | Waste water | |
Treated wastewater | 0.07 | m3 | Wastewater, average {RoW}| treatment of wastewater, average, wastewater treatment | Cut-off, S |
Midpoint Indicator | Paint Shop with Power Grid Supply | Material Consumption & generated Emission | Energy Consumption & generated Emission | Paint Shop with Photovoltaic Power Supply |
|---|---|---|---|---|
GWP/kg CO2-eq. | 822.4 | 98.9 | 723.5 | 308.6 |
ETP/kg 1,4-DCB-eq. | 950.1 | 502.4 | 447.7 | 2140.8 |
HTP/kg 1,4-DCB-eq. | 403.3 | 128.5 | 274.8 | 336.8 |
FDP/kg oil-eq. | 201.7 | 29.9 | 171.8 | 103.3 |
Midpoint Indicator | PT/ED | PVC | TC | Delivery | Utility Power |
|---|---|---|---|---|---|
GWP/kg CO2-eq. | 126.2 | 83.0 | 322.6 | 41.4 | 249.9 |
ETP/kg 1,4-DCB-eq. | 150.0 | 210.7 | 354.4 | 64.3 | 173.1 |
HTP/kg 1,4-DCB-eq. | 59.5 | 74.3 | 140.7 | 22.8 | 106.9 |
FDP/kg oil-eq. | 32.2 | 23.3 | 79.4 | 12.6 | 54.5 |
LCA | Life Cycle Assessment |
LCI | Life Cycle Inventory |
LCIA | Life Cycle Impact Assessment |
USLCI | The United States Life Cycle Inventory Database |
GWP | Global Warming Potential |
ETP | Ecotoxicity Potential |
TETP | Terrestrial Ecotoxicity Potential |
FETP | Freshwater Ecotoxicity Potential |
METP | Marine Ecotoxicity Potential |
HTP | Human Toxicity Potential |
FDP | Fossil Depletion Potential |
1,4-DCB | 1,4-dichlorobenzene |
COD | Chemical Oxygen Demand |
CN | China |
BJ | Beijing |
RoW | The Rest of the World Excluding Europe |
GLO | Global |
PT/ED | Pre-treatment and Electrophoresis |
PVC | Sealant Application |
TC | Topcoat Painting |
WAX | Wax Injection |
AFA | Acoustic Foaming Application |
| [1] | European Commission. (2021). Best Available Techniques (BAT) Reference Document for Surface Treatment Using Solvents. Publications Office of the European Union. Luxembourg. |
| [2] | International Energy Agency (IEA). (2023). Global EV Outlook 2023: Catching up with Climate Ambitions. OECD Publishing, Paris. |
| [3] | International Organization for Standardization. (2021). ISO 14040: 2021 Environmental management — Life cycle assessment — Principles and framework. |
| [4] | International Organization for Standardization. (2021). ISO 14044: 2021 Environmental management — Life cycle assessment — Requirements and guidelines. |
| [5] | Laurent, A., Olsen, S. I., & Hauschild, M. Z. (2018). Life cycle assessment: Theory and practice. Springer. |
| [6] | Jolliet, O., Antón, A., Boulay, A.-M., et al. (2018). Global guidance on environmental life cycle impact assessment indicators. International Journal of Life Cycle Assessment, 23(11), 2189–2207. |
| [7] | Henderson, A. D., Niblick, B., & Golden, H. E. (2021). Modeling spatially resolved characterization factors for eutrophication potential in life cycle assessment. International Journal of Life Cycle Assessment, 26(9), 1832–1846. |
| [8] | Andreasi Bassi, S., Biganzoli, F., Ferrara, N., et al. (2023). Updated characterisation and normalisation factors for the Environmental Footprint 3.1 method (JRC Technical Report No. JRC130796). Publications Office of the European Union. Luxembourg. |
| [9] | Peng, Y., Li, X., & Zhang, Q. (2021). VOC emissions of coal-fired power plants in China based on life cycle assessment method. Fuel, 292, 120325. |
| [10] | Wang, G. Z., Liu, Y., & Chen, R. (2024). Anticipating future photovoltaic waste generation in China: Navigating challenges and exploring prospective recycling solutions. Environmental Impact Assessment Review, 106, 107516. |
| [11] | Usman, M., Khan, S., & Ahmad, P. (2024). Integrating renewable energy solutions in the manufacturing industry: Challenges and opportunities: A review. Engineering Science & Technology Journal, 5(3), 674–703. |
| [12] | Paiano, A., Gallucci, T., & Pontrandolfo, A. (2021). Sustainable options for paints through a life cycle assessment method. Journal of Cleaner Production, 295, 126464. |
| [13] | Juhl, M., Dam-Johansen, K., & Olsen, S. M. (2024). An eco-strategy for development of more sustainable coatings. Progress in Organic Coatings, 197, 108781. |
| [14] | Ita-Nagy, D., Vázquez-Rowe, I., & Kahhat, R. (2020). Reviewing environmental life cycle impacts of biobased polymers: current trends and methodological challenges. International Journal of Life Cycle Assessment, 25, 2169–2189. |
| [15] | Billey, A., & Wuest, T. (2024). Energy digital twins in smart manufacturing systems: A case study. Robotics and Computer-Integrated Manufacturing, 88, 102729. |
APA Style
Sicheng, W., Sumin, L., Jiajun, Q., Daran, W. (2025). Life Cycle Assessment of Painting Process: A Case for Eco-friendly Automobile Production. International Journal of Materials Science and Applications, 14(2), 42-52. https://doi.org/10.11648/j.ijmsa.20251402.11
ACS Style
Sicheng, W.; Sumin, L.; Jiajun, Q.; Daran, W. Life Cycle Assessment of Painting Process: A Case for Eco-friendly Automobile Production. Int. J. Mater. Sci. Appl. 2025, 14(2), 42-52. doi: 10.11648/j.ijmsa.20251402.11
AMA Style
Sicheng W, Sumin L, Jiajun Q, Daran W. Life Cycle Assessment of Painting Process: A Case for Eco-friendly Automobile Production. Int J Mater Sci Appl. 2025;14(2):42-52. doi: 10.11648/j.ijmsa.20251402.11
@article{10.11648/j.ijmsa.20251402.11,
author = {Wang Sicheng and Liu Sumin and Qiu Jiajun and Wang Daran},
title = {Life Cycle Assessment of Painting Process: A Case for Eco-friendly Automobile Production
},
journal = {International Journal of Materials Science and Applications},
volume = {14},
number = {2},
pages = {42-52},
doi = {10.11648/j.ijmsa.20251402.11},
url = {https://doi.org/10.11648/j.ijmsa.20251402.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijmsa.20251402.11},
abstract = {The life cycle assessment (LCA) method was introduced and applied to automotive painting process, SimaPro 9.5 software with the Swiss Ecoinvent 3 Database and the United States Life Cycle Inventory Database (USLCI), as well as ReCiPe 2016 Midpoint (H) model were used to quantitatively evaluate the impact on ecological environment of the use of materials, resources and energy as well as generated emissions and wastes through four important midpoint impact categories: climate change, ecotoxicity, human toxicity, and fossil resource scarcity, to track important environmental footprints including carbon footprint during the whole production activities of automotive painting process. In the end, the results and sensitivity analysis of the LCA research were conducted, conclusions and recommendations were given, which provided a practical industrial case for eco-friendly automobile production. Results of this study show that within the automotive painting production process, energy consumption and its resulting emissions have more significant impacts on climate change, fossil resource scarcity and human toxicity; Material consumption and its resultant emissions and wastes have a notable impact on ecotoxicity. Among the main processes and units of automotive painting production, the topcoat process has the most significant impact on all four impact categories, utility power as well as pre-treatment and electrophoresis processes follow closely. Additionally, the sealant application process exhibits a relatively significant impact on ecotoxicity. Furthermore, if the electricity used in the automotive painting production process is entirely sourced from photovoltaic power generation, compared with traditional grid power supply, the impacts on climate change, fossil resource scarcity and human toxicity would be lower, whereas the impact on ecotoxicity would be more significant.
},
year = {2025}
}
TY - JOUR T1 - Life Cycle Assessment of Painting Process: A Case for Eco-friendly Automobile Production AU - Wang Sicheng AU - Liu Sumin AU - Qiu Jiajun AU - Wang Daran Y1 - 2025/05/14 PY - 2025 N1 - https://doi.org/10.11648/j.ijmsa.20251402.11 DO - 10.11648/j.ijmsa.20251402.11 T2 - International Journal of Materials Science and Applications JF - International Journal of Materials Science and Applications JO - International Journal of Materials Science and Applications SP - 42 EP - 52 PB - Science Publishing Group SN - 2327-2643 UR - https://doi.org/10.11648/j.ijmsa.20251402.11 AB - The life cycle assessment (LCA) method was introduced and applied to automotive painting process, SimaPro 9.5 software with the Swiss Ecoinvent 3 Database and the United States Life Cycle Inventory Database (USLCI), as well as ReCiPe 2016 Midpoint (H) model were used to quantitatively evaluate the impact on ecological environment of the use of materials, resources and energy as well as generated emissions and wastes through four important midpoint impact categories: climate change, ecotoxicity, human toxicity, and fossil resource scarcity, to track important environmental footprints including carbon footprint during the whole production activities of automotive painting process. In the end, the results and sensitivity analysis of the LCA research were conducted, conclusions and recommendations were given, which provided a practical industrial case for eco-friendly automobile production. Results of this study show that within the automotive painting production process, energy consumption and its resulting emissions have more significant impacts on climate change, fossil resource scarcity and human toxicity; Material consumption and its resultant emissions and wastes have a notable impact on ecotoxicity. Among the main processes and units of automotive painting production, the topcoat process has the most significant impact on all four impact categories, utility power as well as pre-treatment and electrophoresis processes follow closely. Additionally, the sealant application process exhibits a relatively significant impact on ecotoxicity. Furthermore, if the electricity used in the automotive painting production process is entirely sourced from photovoltaic power generation, compared with traditional grid power supply, the impacts on climate change, fossil resource scarcity and human toxicity would be lower, whereas the impact on ecotoxicity would be more significant. VL - 14 IS - 2 ER -
Beijing Benz Automotive Co., Ltd., Beijing Automotive Group, Beijing, China

Beijing Benz Automotive Co., Ltd., Beijing Automotive Group, Beijing, China

Beijing Benz Automotive Co., Ltd., Beijing Automotive Group, Beijing, China

Beijing Benz Automotive Co., Ltd., Beijing Automotive Group, Beijing, China

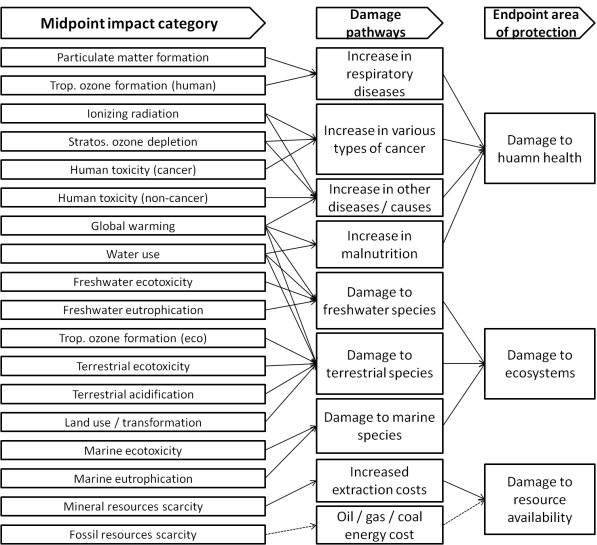
Figure 2. Overview of the impact categories that are covered in the ReCiPe2016 methodology and their relation to the areas of protection [8].
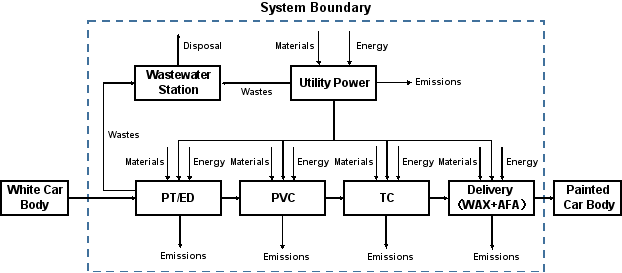
Figure 3. LCA scope and boundary of the production process in the paint shop.
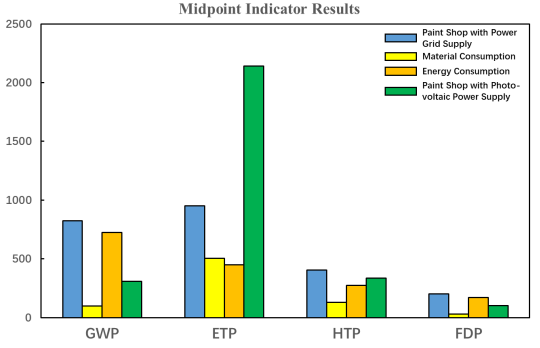
Figure 4. Comparison of the environmental impact assessment results of the overall production process of the paint shop.
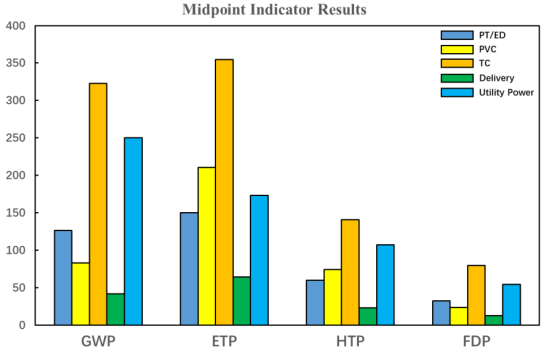
Figure 5. Comparison of the environmental impact assessment results of the main processes and units of the paint shop.

